Im Rahmen des Herstellungsprozesses werden Bleche warm und kalt gewalzt,was dem Material bestimmte mechanische Eigenschaften verleiht. Dabei unterliegtdas Blech jedoch Formveränderungen und im Inneren werden hohe Restspannungenerzeugt, die die Qualität verschlechtern. Diese Effekte werden beim Wickelnnoch verstärkt, denn das Band neigt dazu, die Form des Coils anzunehmen. Ausdiesem Grund lassen sich die vom Markt geforderten Ebenheitstoleranzen undMerkmale allein durch das Walzen nicht erzielen. Korrekturen dieser Materialmängelund die Beseitigung von inneren Restspannungen werden erforderlich. Eine der amhäufigsten dafür eingesetzten Maschinen ist die Rollen-Richtmaschine.
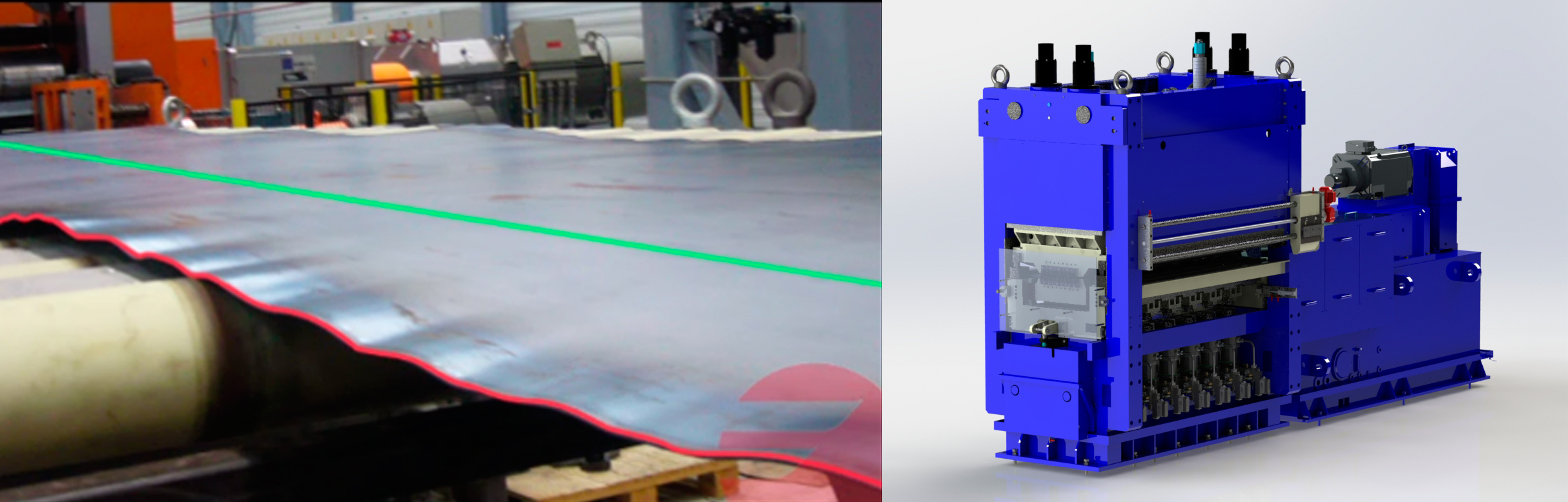
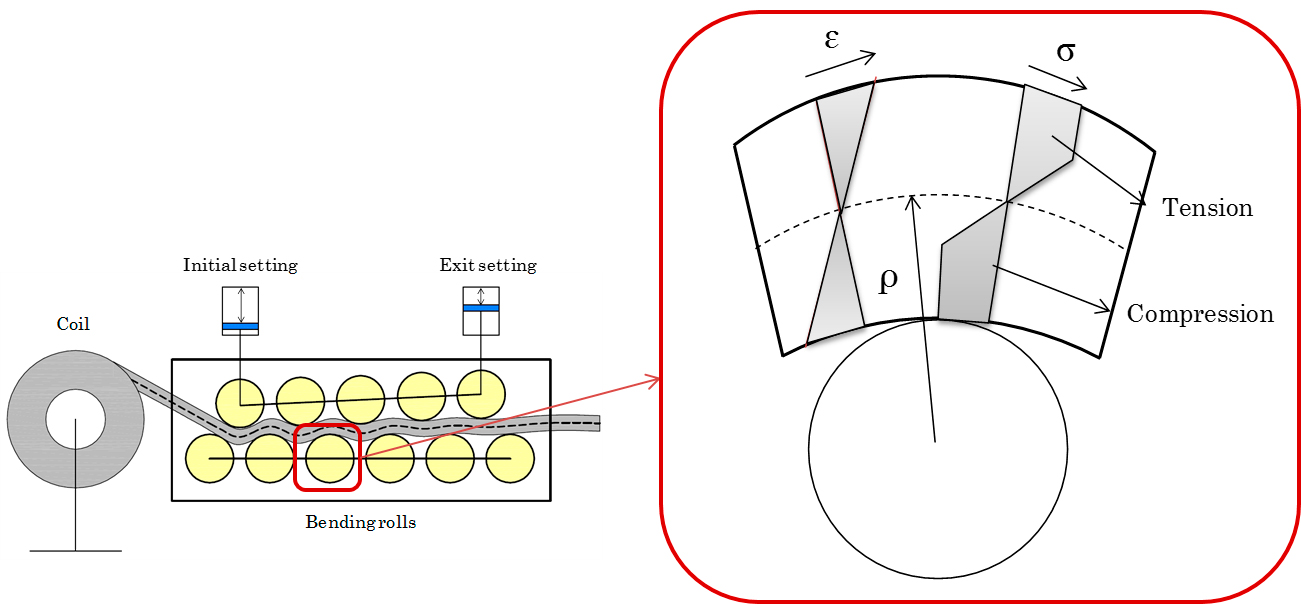
Eine Rollen-Richtmaschine besteht aus zwei Reihen Richtrollen. Die obere Reihe lässt sich neigen, sodass die von den ersten Rollen herbeigeführte Verformung relativ stark ausfällt und in den nachfolgenden Rollenpaaren stetig abnimmt.
Beim Durchlaufen der Rollenreihen wird das Blechband abwechselnd nach oben und unten gebogen, was bewirkt, dass die Materialfasern an der Oberfläche wechselweise einer Zug- und Druckbelastung ausgesetzt sind. Tritt das Blech in Kontakt mit einer Rolle, werden die äußeren, der Rolle abgewandten Fasern gezogen, während die äußeren, der Rolle zugewandten Fasern gestaucht werden.
KONIKER hat sich auf die Entwicklung von Richtmaschinen und Erforschung des Richtprozesses bei Metallen – Stahl wie Aluminium – spezialisiert. Die Experten von KONIKER im Bereich Richten und Materialinspektion tragen ihr gesamtes Wissen dazu bei, bestehende Anlagen zu verbessern und gegebenenfalls Modernisierungsmaßnahmen vorzuschlagen, um Produktivität und Prozesssteuerung zu optimieren und so eine hohe Qualität zu erzielen.



